人生就是搏!新机电设备有限公司")
清空记录
历史记录
取消
清空记录
历史记录

人生就是搏!新机电设备有限公司")




 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~串焊后的串,有的产品是人工单独汇流电池串两端焊带,有的是排版后人工一起汇流所有电池串两端焊带。涉及串焊后及排版前或后电池串的周转,尊龙凯时·(中国区)人生就是搏!的汇流叠焊机可以按需订制。
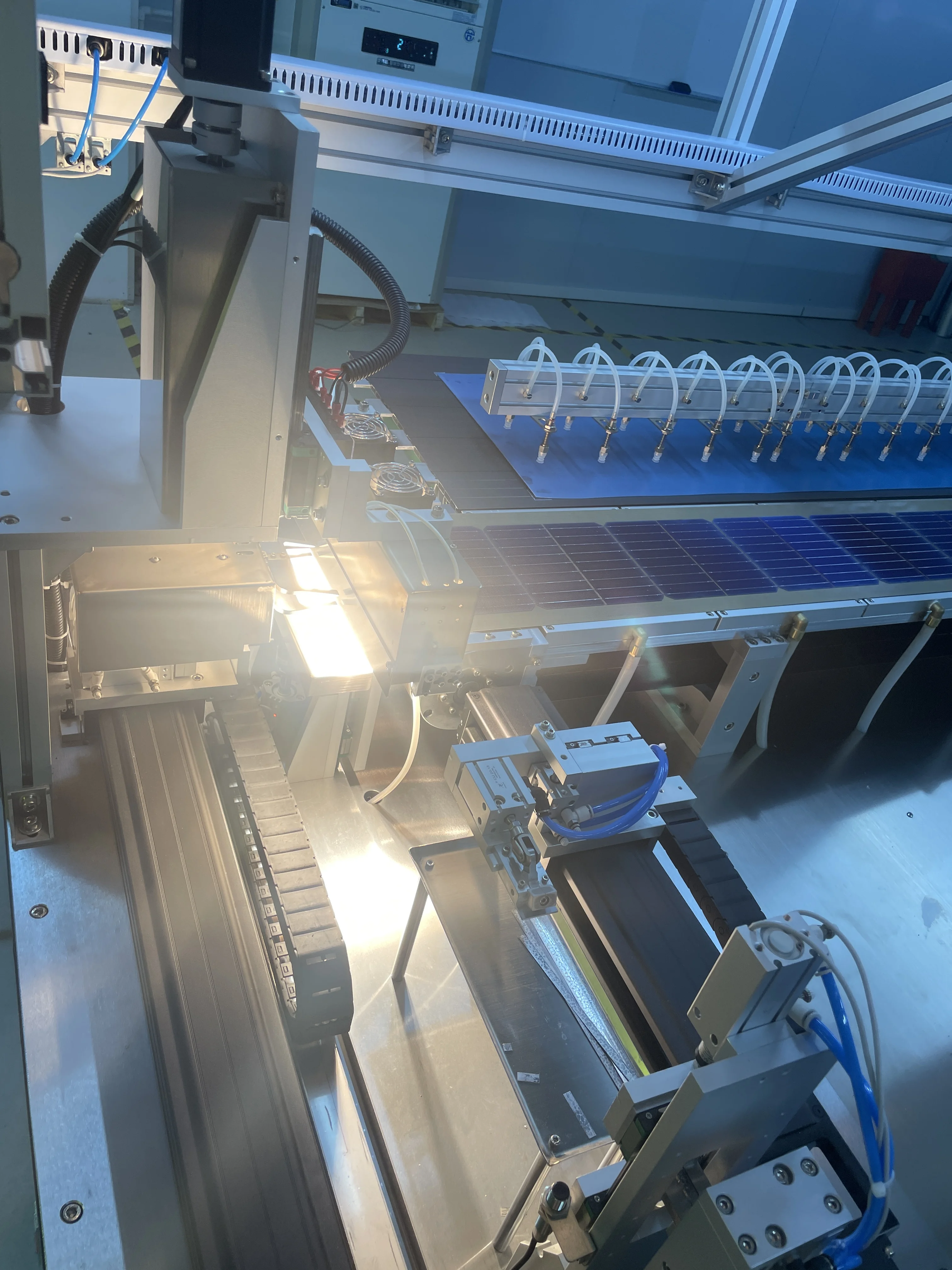
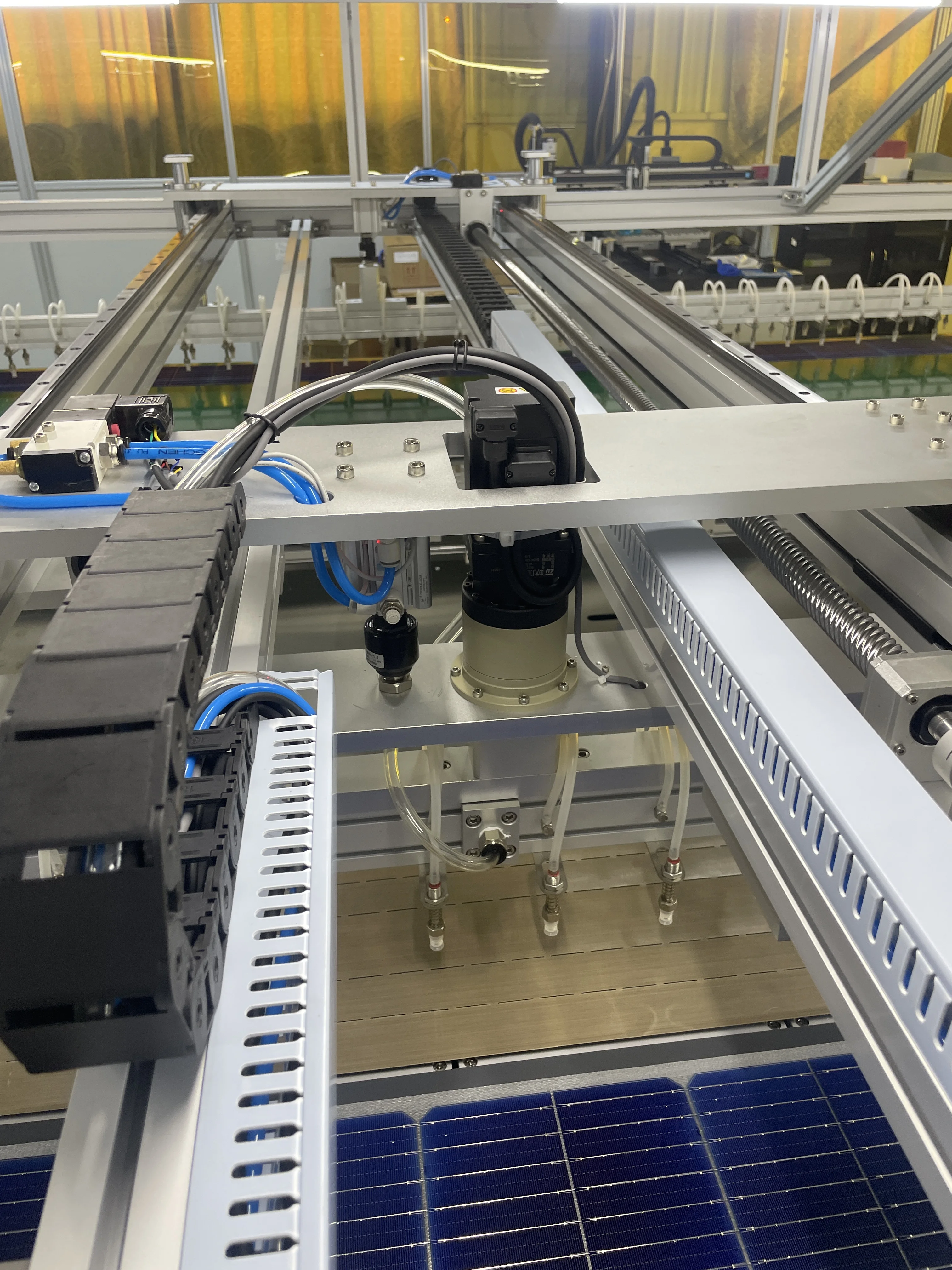
外观


技术参数
| 项目名称 | 规格参数 | 备注 |
| 设备型号 | HHXE-HLDHJ120 | 设计单机运行时产能在120块组件/小时范围内可调,以焊接效果决定实际的产能或比较低产能,非标定制,终都要以设备实际的为准。不同的串长、不同规格的电池片及电池片的宽度、不同规格的汇流焊带与焊带及其材料(目前只用有铅材料来计焊接时间)、材料配合等都影响实际产能。 |
| 适用片源及串的规格 | 156mm、158mm、166mm、182mm、210mm等片源来切割 | 涉及皮带传送过渡,串长不小于200mm,建议250mm以上,若能适应更短串长也以实际为准,或以终焊接出来精度能够接受为准。 |
| 适合组件玻璃规格 | 长度不超过3000mm,宽度不超过1440mm | 玻璃的长度方向为电池串中垂直电池片主栅线的方向也即为焊带的长度方向。 |
| 适用焊圈规格 | 标准塑料焊圈,圈内孔20,圈宽120~150mm,外径不超过160mm。 | 若有另外的焊圈规格须在出图前提供给样。 |
| 上料盒工位 | 2个 | 排版的串需要正负极方向不同,二个不同的上料盒来区分方向。以上工位均需人工上料及换料。 |
| 列数及排数 | 单列2排(串) | |
| 排版方式 | 从对应的料盒取串后到对位平台,再把对位平台修正到位后的串到目标位置卸放来完成排版 | |
| 进出料方式 | 上工序串焊机流转过来的电池串盒,人工放入机台上料盒工位;焊好后出料到机台出料工位(人工上玻璃及EVA,传送到焊好后的出料位,完成的组件再流入到机台出料位) | |
| 汇流焊带规格 | 两端为直的或一端为二根L形另一端为一根直的:L形长的直的那边总长不超过该电池串的宽度;直的那根长度不超过二个电池串的总宽度 | 出厂后续有更多种类,以实际能够焊接的效果为准。出厂时只以特定的一种的效果为准。 |
| 碎片率 | ≤0.3%(只为设备内的焊接工序导致的) | 新型焊接方式,若实际能达更低,也以实际结果为准。涉及串焊的隐裂及周转或贴胶及人工等等的因素都在本条之外。 |
| 供汇流焊带方式 | 供汇流焊带机械手有用到传动模组 | |
| 驱动方式 | 脉冲刹车电机+脉冲电机+减速机+导轨+滚珠螺杆+气缸等 | |
| 焊接方式 | 红外+压具(伺服马达操控) | 采用刹车伺服机构 |
| 灯管寿命 | ≥10000小时 | 可提供1年质保 |
| 平均功耗 | 20KW以内(设计时预算,以实际结果为准) | 两端头分别焊接,目前较为节能的焊机 |
| 压缩空气消耗量 | 小于100升/分钟 | ≥0.5MPa,洁净干燥空气 |
| 操作方式 | PLC操控,触摸屏操作+按钮操作 |
主要功能及描述说明
1. 进料传送机构,对接上一工序串焊机成串的电池串,串焊机3米串不翻转与2米串翻转出料共用皮带。
二种串在不同的位置出料,用一个皮带来传送,通过设定端焊机上料吸盘机械手来吸不同位置的电池串。
2. 上料搬运机械手,是负责周转进料传送机构皮带上的电池串到对位平台及从对位平台到电池串的移位机构上。
3.电池串的自动对位机构,就是当串焊电池串到对位平台以后,对位平台宽度方向是柔性推位,确保每串对位以后是一样的位置。对位以后,上料搬运机械手,从对位平台到电池串的移位机构上。

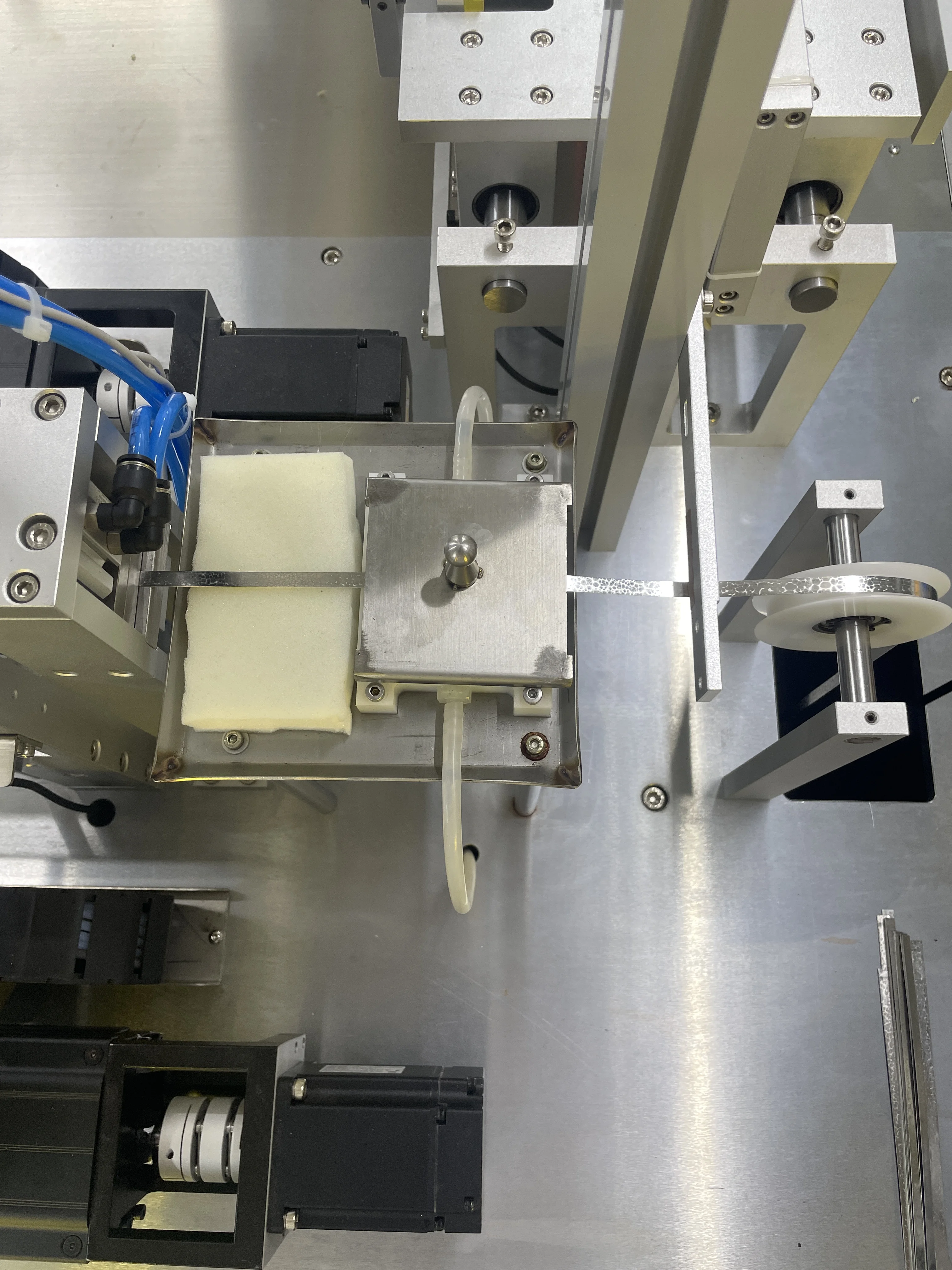
4.铜带供料机构一(扁平汇流焊带的上助焊剂、拉直、取长、与串焊的焊带贴合)与8.铜带供料机构二也是一样,铜带是盘式圈料,圈料装在放带轴上,有马达自动旋转放带,有感应机构操控放带及检测焊带有无,拉带有专门的机械手,有拉直焊带及剪切的模具,拉直剪好长度的焊带拉带机械手放置在需要汇流的电池串端头的电池片的焊带上,焊带的压具就压住焊带,此时拉带机械手卸下焊带,等待端焊接机构的动作。在拉带的过程中,自动涂覆助焊剂。
5. 端焊接机构一(与9.端焊接机构二一样),分成二部分:一是压具,就是将到位的汇流焊带通过压具贴合好;二是红外加热装置,就是一个可以操控高度方向位置及其运动速度和可设加热各过程参数的装置,通过预热、加热、冷却等过程,实现焊带与汇流带的完美熔合。焊接效果是通过三个重要因素实现:其一是焊带与汇流带的接触程度(前提是表面干净无氧化物和其它杂质),比如焊带的平整度、直线度、与汇流带锡层的覆盖度及贴合间隙;其二是镀锡焊带、
助焊剂、镀锡汇流带三种材料的匹配性;其三才是主要因素,参数化设置来操控温度,将铜带和汇流带加热到焊接所需温度。铜带上的锡原子和汇流带上的锡原子开始扩散,穿过界面,形成键合,在铜带和铜带之间形成金属间化合物,逐渐冷却,以防止产生热应力。
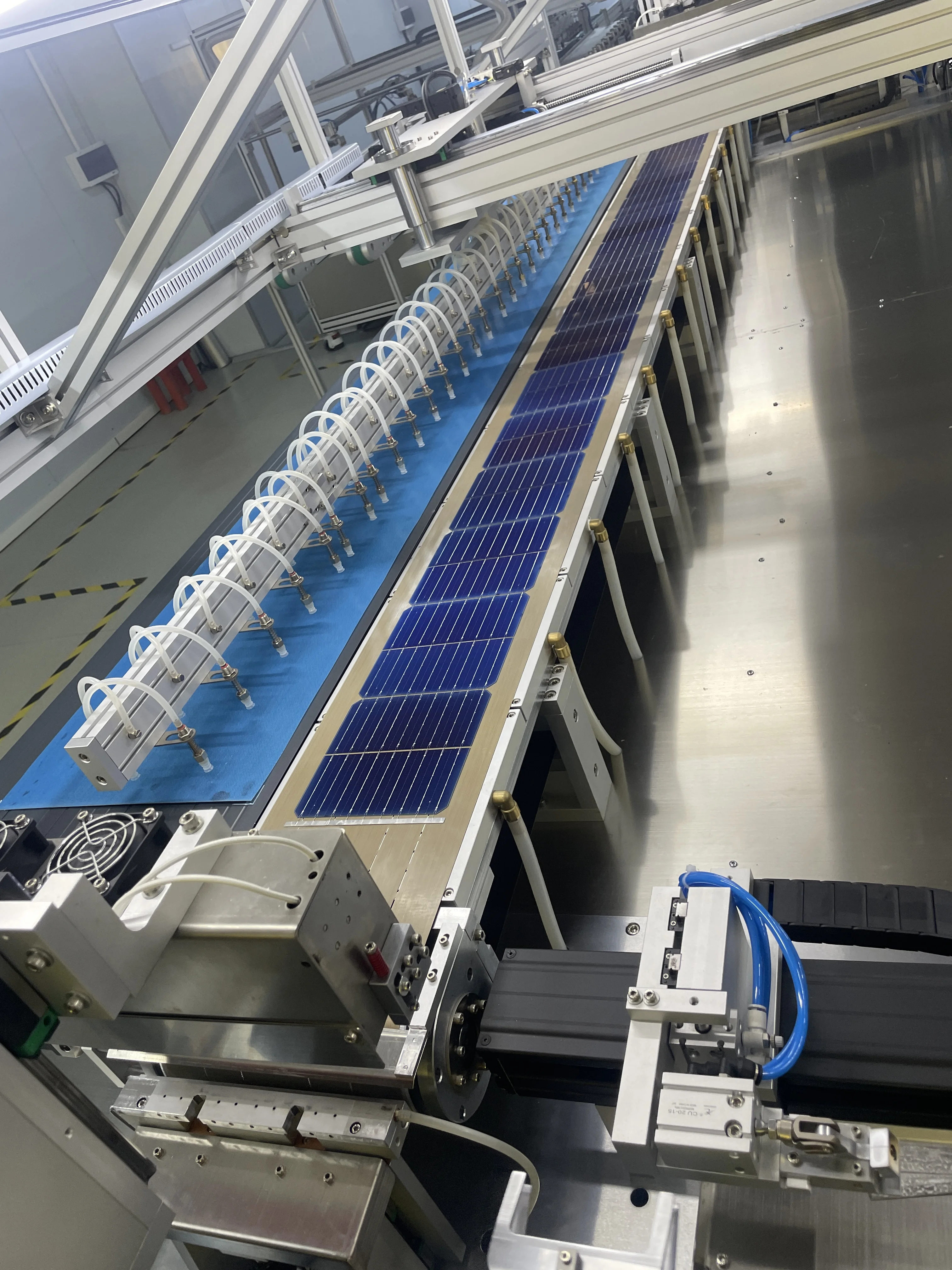
6.焊接平台一,与焊接平台二原理相同。下底板有加热,且焊台有升降功能,主要是出于电池串从电池串的移位机构一皮带上过来做避让。等到位后再升至与皮带同高。焊接平台一,就是电池串的一端在电池串的移位机构一皮带上二次对位以后,通过皮带把电池串端头移位到焊接平台上,需要焊接的一端到目标位置后,供带再到位,贴合后进行端焊接机构一的动作。

7.电池串的移位机构一、二,电池串从对位平台搬到焊接皮带上以后,无论是两端焊接时需要到达的位置或焊接完成以后需要到出料时的位置,都是靠电池串的移位机构的传送皮带的移动来实现。皮带是自动张紧的,带孔皮带透过移位机构的负压来吸住电池串。电池串的两端是分别是二个不同的焊接机构焊接,这就需要先把电池串的一端对位,焊接机构一焊接后,电池串的移位机构上的皮带吸住电池串移位,再进行另一端对位,之后,端焊接机构二焊接。电池串在电池串的移位机构的皮带上来回移位,相对平台有多个位置:入料位,焊接一位,焊接二位,出料位。
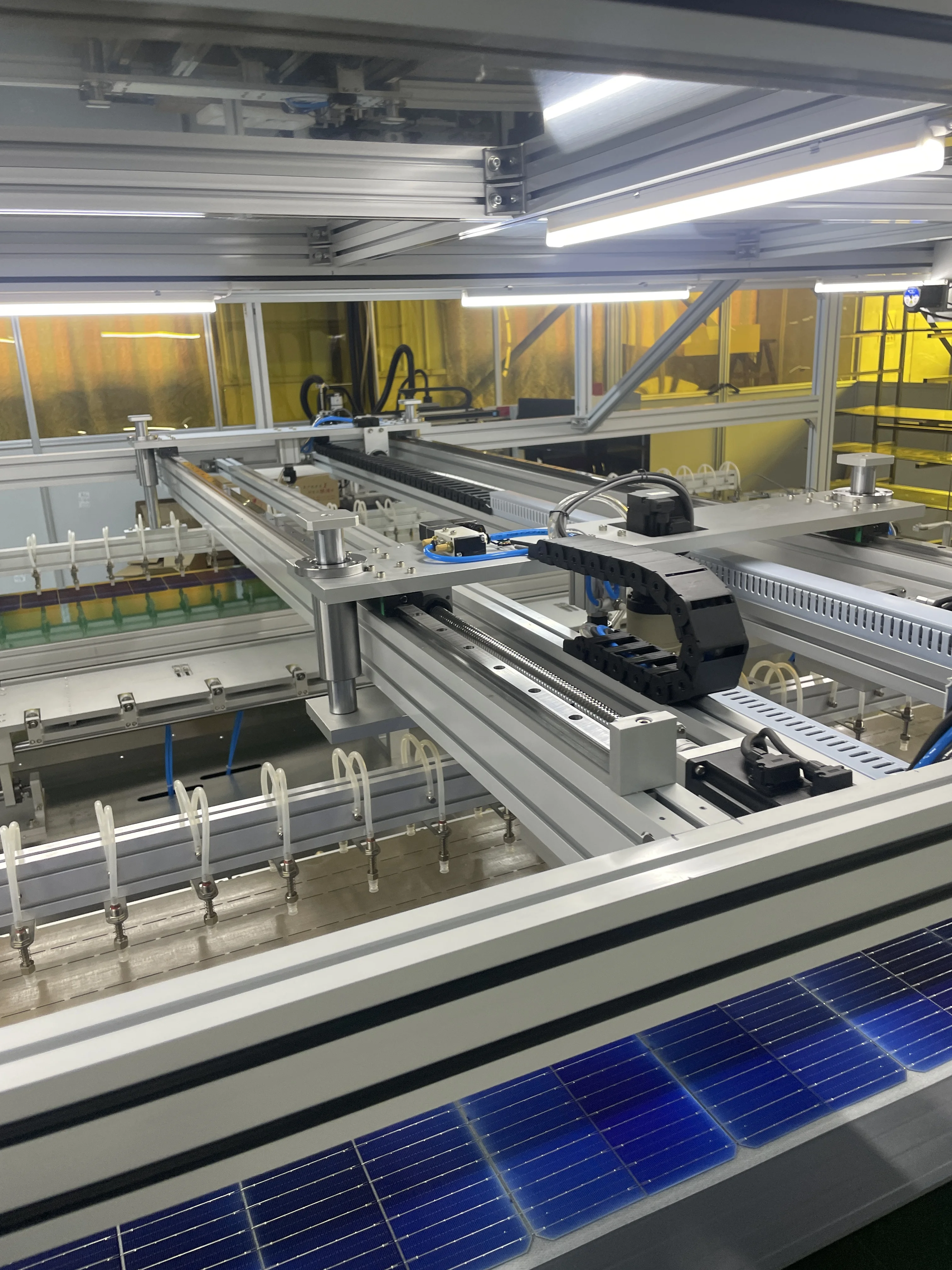
11. 出料搬运机械手,是负责从电池串的移位机构一、二的传输带上吸起电池串,根据排版机的进料需要进行旋转,再平送到出料传送机构的皮带上。出料搬运机械手的吸盘组是接有真空源的多个吸嘴。
12. 出料传送机构,是把端焊好的电池串流向排版机。


串焊后的串,有的产品是人工单独汇流电池串两端焊带,有的是排版后人工一起汇流所有电池串两端焊带。涉及串焊后及排版前或后电池串的周转,尊龙凯时·(中国区)人生就是搏!的汇流叠焊机可以按需订制。
外观
技术参数
| 项目名称 | 规格参数 | 备注 |
| 设备型号 | HHXE-HLDHJ120 | 设计单机运行时产能在120块组件/小时范围内可调,以焊接效果决定实际的产能或比较低产能,非标定制,终都要以设备实际的为准。不同的串长、不同规格的电池片及电池片的宽度、不同规格的汇流焊带与焊带及其材料(目前只用有铅材料来计焊接时间)、材料配合等都影响实际产能。 |
| 适用片源及串的规格 | 156mm、158mm、166mm、182mm、210mm等片源来切割 | 涉及皮带传送过渡,串长不小于200mm,建议250mm以上,若能适应更短串长也以实际为准,或以终焊接出来精度能够接受为准。 |
| 适合组件玻璃规格 | 长度不超过3000mm,宽度不超过1440mm | 玻璃的长度方向为电池串中垂直电池片主栅线的方向也即为焊带的长度方向。 |
| 适用焊圈规格 | 标准塑料焊圈,圈内孔20,圈宽120~150mm,外径不超过160mm。 | 若有另外的焊圈规格须在出图前提供给样。 |
| 上料盒工位 | 2个 | 排版的串需要正负极方向不同,二个不同的上料盒来区分方向。以上工位均需人工上料及换料。 |
| 列数及排数 | 单列2排(串) | |
| 排版方式 | 从对应的料盒取串后到对位平台,再把对位平台修正到位后的串到目标位置卸放来完成排版 | |
| 进出料方式 | 上工序串焊机流转过来的电池串盒,人工放入机台上料盒工位;焊好后出料到机台出料工位(人工上玻璃及EVA,传送到焊好后的出料位,完成的组件再流入到机台出料位) | |
| 汇流焊带规格 | 两端为直的或一端为二根L形另一端为一根直的:L形长的直的那边总长不超过该电池串的宽度;直的那根长度不超过二个电池串的总宽度 | 出厂后续有更多种类,以实际能够焊接的效果为准。出厂时只以特定的一种的效果为准。 |
| 碎片率 | ≤0.3%(只为设备内的焊接工序导致的) | 新型焊接方式,若实际能达更低,也以实际结果为准。涉及串焊的隐裂及周转或贴胶及人工等等的因素都在本条之外。 |
| 供汇流焊带方式 | 供汇流焊带机械手有用到传动模组 | |
| 驱动方式 | 脉冲刹车电机+脉冲电机+减速机+导轨+滚珠螺杆+气缸等 | |
| 焊接方式 | 红外+压具(伺服马达操控) | 采用刹车伺服机构 |
| 灯管寿命 | ≥10000小时 | 可提供1年质保 |
| 平均功耗 | 20KW以内(设计时预算,以实际结果为准) | 两端头分别焊接,目前较为节能的焊机 |
| 压缩空气消耗量 | 小于100升/分钟 | ≥0.5MPa,洁净干燥空气 |
| 操作方式 | PLC操控,触摸屏操作+按钮操作 |
主要功能及描述说明
1. 进料传送机构,对接上一工序串焊机成串的电池串,串焊机3米串不翻转与2米串翻转出料共用皮带。
二种串在不同的位置出料,用一个皮带来传送,通过设定端焊机上料吸盘机械手来吸不同位置的电池串。
2. 上料搬运机械手,是负责周转进料传送机构皮带上的电池串到对位平台及从对位平台到电池串的移位机构上。
3.电池串的自动对位机构,就是当串焊电池串到对位平台以后,对位平台宽度方向是柔性推位,确保每串对位以后是一样的位置。对位以后,上料搬运机械手,从对位平台到电池串的移位机构上。
4.铜带供料机构一(扁平汇流焊带的上助焊剂、拉直、取长、与串焊的焊带贴合)与8.铜带供料机构二也是一样,铜带是盘式圈料,圈料装在放带轴上,有马达自动旋转放带,有感应机构操控放带及检测焊带有无,拉带有专门的机械手,有拉直焊带及剪切的模具,拉直剪好长度的焊带拉带机械手放置在需要汇流的电池串端头的电池片的焊带上,焊带的压具就压住焊带,此时拉带机械手卸下焊带,等待端焊接机构的动作。在拉带的过程中,自动涂覆助焊剂。
5. 端焊接机构一(与9.端焊接机构二一样),分成二部分:一是压具,就是将到位的汇流焊带通过压具贴合好;二是红外加热装置,就是一个可以操控高度方向位置及其运动速度和可设加热各过程参数的装置,通过预热、加热、冷却等过程,实现焊带与汇流带的完美熔合。焊接效果是通过三个重要因素实现:其一是焊带与汇流带的接触程度(前提是表面干净无氧化物和其它杂质),比如焊带的平整度、直线度、与汇流带锡层的覆盖度及贴合间隙;其二是镀锡焊带、
助焊剂、镀锡汇流带三种材料的匹配性;其三才是主要因素,参数化设置来操控温度,将铜带和汇流带加热到焊接所需温度。铜带上的锡原子和汇流带上的锡原子开始扩散,穿过界面,形成键合,在铜带和铜带之间形成金属间化合物,逐渐冷却,以防止产生热应力。
6.焊接平台一,与焊接平台二原理相同。下底板有加热,且焊台有升降功能,主要是出于电池串从电池串的移位机构一皮带上过来做避让。等到位后再升至与皮带同高。焊接平台一,就是电池串的一端在电池串的移位机构一皮带上二次对位以后,通过皮带把电池串端头移位到焊接平台上,需要焊接的一端到目标位置后,供带再到位,贴合后进行端焊接机构一的动作。
7.电池串的移位机构一、二,电池串从对位平台搬到焊接皮带上以后,无论是两端焊接时需要到达的位置或焊接完成以后需要到出料时的位置,都是靠电池串的移位机构的传送皮带的移动来实现。皮带是自动张紧的,带孔皮带透过移位机构的负压来吸住电池串。电池串的两端是分别是二个不同的焊接机构焊接,这就需要先把电池串的一端对位,焊接机构一焊接后,电池串的移位机构上的皮带吸住电池串移位,再进行另一端对位,之后,端焊接机构二焊接。电池串在电池串的移位机构的皮带上来回移位,相对平台有多个位置:入料位,焊接一位,焊接二位,出料位。
11. 出料搬运机械手,是负责从电池串的移位机构一、二的传输带上吸起电池串,根据排版机的进料需要进行旋转,再平送到出料传送机构的皮带上。出料搬运机械手的吸盘组是接有真空源的多个吸嘴。
12. 出料传送机构,是把端焊好的电池串流向排版机。

可按客户要求定制,品质可靠,服务保证







公众号
品牌认证
1025天
已认证
品牌认证
1025天
已认证
